Table of Contents
- What is Mannacote?
- Why Mannacote Stands Out?
- Innovative Science Behind Mannacote
- What Are Traditional Coatings?
- How Mannacote Differs from Traditional Coatings
- Mannacote vs Traditional Coatings: At a Glance
- Why Mannacote Offers Better Value?
- Verified Performance: Mannacote vs Old Coatings
- Environmental Benefits
- Limitations and Considerations
- Technical Challenges
- How does Mannacote Overcomes These Challenges?
- Real-World Applications of Mannacote
- Step-by-Step Guide to Applying Mannacote
- Case Studies: Mannacote in Action
- Smart Investment: Why Businesses Prefer Mannacote
- Additional Advantages of Mannacote
- Industry Feedback and Global Reach
- Training and Support
- Expert Opinions: What Industry Professionals Say
- Frequently Asked Questions
- Conclusion
Imagine investing in a bridge or coating an industrial floor, only to watch rust and cracks appear just a few years later. That’s the risk many face when relying on outdated surface protection methods. Fortunately, advanced solutions like Mannacote are changing the game. In the debate of Mannacote vs Traditional Coatings, Mannacote stands out for its unmatched durability, cost-effectiveness, and sustainability.
Mannacote represents a new generation of surface coating technology, offering a significant leap over traditional options in both performance and sustainability. Its growing adoption across sectors such as manufacturing, healthcare and marine operations highlights its reliability under extreme conditions.
What is Mannacote?
Mannacote is a modern, high-performance protective coating system developed to offer long-lasting durability. Unlike basic paints or sealers, Mannacote combines advanced polymers and strong adhesion technology to create a dense protective layer over surfaces.
Why Mannacote Stands Out?
- Extreme Durability: Withstands harsh environments
- Chemical and UV Resistance: Protects against spills and sun damage
- Strong Surface Bonding: Adheres to concrete, metal, wood and composites
- Industrial-Grade Versatility: Ideal for construction, marine, transport and food industries
Mannacote safeguards not just the surface, but the structural integrity beneath it.
Innovative Science Behind Mannacote
Mannacote is more than just a regular coating. It’s made using advanced science that helps it stick strongly to surfaces. Once applied, it forms a solid layer that doesn’t peel, crack, or wear out easily.
The secret lies in its special mix of resins, polymers, and protective additives. These ingredients work together to fight off moisture, sunlight, chemicals, and heat. This makes Mannacote last much longer than traditional coatings.
Another great thing about Mannacote is that it’s eco-friendly. It’s made with low-VOC materials, which means it’s safer for people and better for the environment.
Mannacote is also very flexible. It can be adjusted to meet the needs of different industries. Whether it’s used in a hospital, a factory or a ship, it can be customized for texture, color and strength.
This smart and science-backed design is what makes Mannacote a reliable choice for modern surface protection.
What Are Traditional Coatings?
 Traditional coatings include common paints and finishes like acrylics, polyurethanes, and epoxies. These have been used for decades to provide basic surface protection.
Traditional coatings include common paints and finishes like acrylics, polyurethanes, and epoxies. These have been used for decades to provide basic surface protection.
1. Limitations of Traditional Coatings
- Poor resistance to UV rays and chemicals
- Prone to cracking and peeling in harsh environments
- Require regular maintenance and recoating
- Less effective on complex or industrial surfaces
While they can be cost-effective initially, traditional coatings often lead to higher maintenance expenses and more frequent downtime.
How Mannacote Differs from Traditional Coatings
Here’s how these two solutions stack up:
1. Durability
- Traditional coatings often begin to wear down within 3 to 7 years, especially under harsh use or exposure.
- Mannacote, however, can last over 20 years thanks to its advanced composition.
2. Protection Against Elements
- Traditional Coatings: Easily damaged by water, heat, sunlight and abrasion.
- Mannacote is specially engineered to withstand challenging conditions, from offshore facilities to busy industrial floors, without breaking down.
3. Surface Compatibility
- Traditional: Requires extensive prep and only adheres well to select surfaces.
- Mannacote: Bonds directly to various materials with minimal surface preparation.
4. Maintenance Needs
Traditional coatings need frequent touch-ups and regular replacement. Mannacote remains intact for years, saving time and money.
5. Eco-Friendliness
Mannacote is available in low-VOC and food-safe variants, reducing environmental impact and supporting workplace safety.
Mannacote vs Traditional Coatings: At a Glance
| Feature | Mannacote | Traditional Coatings |
| Durability | 20+ years with minimal maintenance | 3–7 years, frequent touch-ups required |
| Resistance | UV, chemicals, moisture, abrasion | Weak against harsh weather or chemicals |
| Surface Compatibility | Bonds to metal, concrete, wood, composites | Limited to specific surfaces with heavy prep |
| Certifications | ISO, FDA, LEED, ASTM compliant | Often uncertified for regulated industries |
| Eco-Friendliness | Low-VOC, food-safe, LEED credits | Often high-VOC and less environmentally safe |
| Cost Over Time | High initial cost, low long-term expenses | Low upfront cost, high maintenance costs |
| Finish Options | Custom textures, anti-slip, color-matched | Limited to basic finishes |
| Professional Trust | Used in healthcare, food, marine & infrastructure | Mostly residential or non-specialized uses |
Why Mannacote Offers Better Value?
1. Cost-Effective Over Time
Although Mannacote may cost more upfront, it pays off in the long run. Fewer recoats; fewer repairs and le downtime mean major cost savings over time.
2. Safety and Structural Integrity
In high-risk environments, Mannacote adds an extra layer of safety. It protects surfaces from rust and damage, helping to prevent equipment breakdowns or safety risks.
3. Faster Turnaround
With quicker curing times and fewer application cycles, Mannacote allows facilities to resume operations faster than with traditional coatings.
4. Long-Lasting Visual Appeal
Whereas traditional paints often fade or chip, Mannacote keeps its appearance. Its finishes stay bright, clean and professional-looking longer.
Verified Performance: Mannacote vs Old Coatings
In regulated industries, coating systems must meet strict safety, performance and environmental standards.
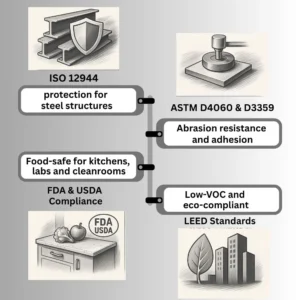
1. Mannacote Meets or Exceeds the Following Standards
- ISO 12944: Corrosion protection for steel structures
- ASTM D4060 & D3359: Abrasion resistance and adhesion
- FDA & USDA Compliance: Food-safe for kitchens, labs and cleanrooms
- LEED Standards: Low-VOC and eco-compliant for sustainable buildings
Traditional coatings often lack these verifiable credentials. In highly regulated industries, using uncertified products can result in costly delays, failed inspections or legal consequences.
Environmental Benefits
More than ever, industries are under pressure to adopt greener practices. Mannacote supports sustainability in several ways:

- Low-VOC formulas reduce air pollution and health risks
- Long lifespan means less waste and fewer resources spent on recoating
- Non-toxic options make it safe for use around food and people
- Supports LEED and green building standards
Limitations and Considerations
While Mannacote offers many advantages, it’s important to understand that no product is perfect for every situation. Knowing the limitations and considerations helps ensure it’s used effectively and gives the best results.
1. Higher Upfront Cost
Mannacote usually costs more than traditional coatings at the time of purchase. This can be a challenge for smaller projects or tight budgets. However, it often balances out in the long run by lowering future repair and maintenance costs.
2. Requires Proper Surface Preparation
For Mannacote to perform at its best, the surface must be clean, dry and properly prepared. If this step is missed, the coating may not stick properly and could wear out much faster than expected. In some cases, a primer may also be needed.
3. Professional Application Recommended
Although it can be applied with common tools like rollers or sprayers, Mannacote performs best when applied by trained professionals. This ensures even coverage, correct curing time, and long-term durability, especially for industrial or high-risk areas.
4. Curing Time May Vary
Depending on temperature, humidity, and the type of surface, Mannacote may take longer to cure fully. Rushing the process can lead to weak bonding or uneven texture. It’s important to follow the recommended drying times before exposing the surface to heavy use.
5. Not Always Suitable for DIY Use
Due to its industrial-grade strength and specific mixing requirements, Mannacote may not be ideal for casual or small-scale DIY projects. It’s better suited for commercial, institutional or industrial use.
By understanding these points ahead of time, users can plan their projects more effectively and get the full benefit of what Mannacote has to offer. When used in the right way, its strengths far outweigh the limitations.
Technical Challenges
When it comes to surface protection, many industries face technical challenges that can affect performance, safety, and cost. Using an unsuitable or old-fashioned coating system can eventually cause major problems with surface performance and durability.
1. Poor Adhesion
One of the most common problems is coatings that don’t stick well to the surface. As a result, the surface may start to crack, bubble or peel, particularly in damp or high-temperature conditions.
2. Chemical Breakdown
In factories, labs or food processing plants, surfaces are often exposed to strong cleaning agents, oils, acids or other harsh chemicals. Many standard coatings can’t handle this and start to degrade quickly.
3. UV and Weather Damage
Outdoor surfaces deal with sunlight, rain and temperature changes. Over time, these elements can cause traditional coatings to fade, crack, or break down.
4. Frequent Recoating Needs
Basic coatings wear out fast and need to be reapplied often. This leads to higher maintenance costs and can disrupt operations, especially in busy facilities.
5. Incompatibility with Multiple Surfaces
Many coatings are made for just one type of material, like metal or concrete. When working on mixed surfaces, it’s difficult to find a coating that performs well across all of them.
6. Health and Safety Concerns
Some older coating systems contain high levels of VOCs (harmful chemicals released into the air). This creates indoor air quality issues and makes them unsafe for sensitive environments like hospitals or food areas.
These challenges show why modern, high-performance coatings like Mannacote are becoming essential in today’s demanding environments. They’re built to solve these issues with advanced formulas, better adhesion, and longer-lasting protection.
How does Mannacote Overcomes These Challenges?
Mannacote is designed to solve the problems that traditional coatings often can’t handle. With its advanced formula and versatile performance, it tackles each technical challenge head-on, making it a smarter choice for modern industries.
1. Superior Adhesion Technology
Mannacote uses advanced bonding agents that allow it to grip tightly to a wide range of surfaces, including concrete, metal, wood and composites. It stays in place even in humid, hot or damp conditions without peeling or lifting.
2. Strong Chemical Resistance
The coating is built to resist damage from oils, acids, cleaning agents and other harsh chemicals. This makes it ideal for factories, labs, kitchens and any area where spills or chemical contact are common.
3. UV and Weather Protection
Mannacote includes UV-resistant additives that protect against sun damage and weathering. It prevents fading, chalking and cracking, making it reliable for outdoor use and long-term exposure.
4. Long-Term Durability
Thanks to its tough polymer structure, Mannacote lasts much longer than regular coatings. It reduces the need for frequent recoating, saving both time and money over the years.
5. Multi-Surface Compatibility
Mannacote is formulated to perform well on different materials, so you don’t need separate products for metal, concrete or wood. This makes projects easier to manage and ensures consistent quality across surfaces.
6. Low-VOC, Safer Formula
Mannacote offers eco-friendly and food-grade formulations that help protect worker health and reduce environmental impact. It’s suitable for hospitals, food production areas and indoor spaces with air quality concerns.
With its smart design and proven performance, Mannacote isn’t just a coating, it’s a complete solution to the technical issues industries face every day. It helps companies improve reliability, reduce risk and extend the life of their assets.
Real-World Applications of Mannacote
Let’s explore some industries that benefit from Mannacote:
- Construction: Steel beams, bridges and roofing systems are shielded from rust and weather damage.
- Marine: Boats, docks and offshore rigs remain protected from salty, corrosive seawater.
- In manufacturing plants, Mannacote keeps floors, tanks and machinery well-protected against heavy loads, chemical exposure, and daily wear.
- Transportation: Vehicles and trailers last longer when protected from road salts, debris and rain.
- Healthcare & Food: Kitchens, hospitals and laboratories benefit from food-safe, sterile coatings that are easy to clean.
Step-by-Step Guide to Applying Mannacote
Applying Mannacote is a straightforward process, but it must be done carefully to get the best results. Here’s how it works:

- Surface Preparation: The surface must be clean and dry. Remove rust, oil or old coatings using sandblasters or pressure washers.
- Priming the Surface (if needed): Apply primer to improve bonding.
- Mixing the Coating: Mannacote’s components must be properly mixed.
- First Coat Application: Apply evenly using brush, roller, or spray.
- Curing Time: Allow sufficient drying time based on humidity and temperature.
- Additional Coats: Add second or third coats as needed after full curing.
- Final Inspection: Ensure a smooth, bonded finish and touch up if necessary.
Case Studies: Mannacote in Action
1. Bridge Rehabilitation Project
In a coastal city, engineers used Mannacote to protect a major bridge exposed to constant humidity and salt. Ten years later, the coating is still intact with no signs of corrosion, saving the city over $500,000 in maintenance costs.
2. Industrial Warehouse
A large food processing company applied Mannacote in its production facility. The coating withstood steam, heat and regular washdowns, meeting FDA hygiene standards while reducing repainting needs by 70% over five years.
3. Marine Terminal
At a shipping dock, Mannacote was used on steel support structures. Despite daily contact with seawater, the coating provided consistent protection, avoiding rust and surface degradation.
Smart Investment: Why Businesses Prefer Mannacote
While traditional coatings may seem more budget-friendly upfront, Mannacote offers a much better return on investment (ROI) in the long run.
1. Key ROI Drivers
- Fewer repairs and repaints
- Lower labor costs
- Longer equipment and structure lifespan
- Reduced workplace incidents and compliance issues
- Businesses report saving tens of thousands over a decade simply by switching to Mannacote.
Additional Advantages of Mannacote
In addition to its industrial strength and eco-friendly composition, Mannacote provides:
- Customizable finishes (textures, colors)
- Anti-slip options for high-traffic or wet environments
- Low-odor formulations for sensitive indoor spaces
These features make it not only tough, but adaptable to nearly any industrial or architectural need.
Industry Feedback and Global Reach
Mannacote has earned trust from professionals worldwide. Engineers, facility managers and construction supervisors report fewer failures and extended protection. Its presence spans across the U.S., Europe and Asia, making it a reliable name in global surface protection.
Training and Support
To ensure proper application and performance, Mannacote providers offer:
- On-site training for applicators
- Technical documentation
- Ongoing support for compliance and maintenance
This comprehensive support system helps contractors and facility managers achieve the best possible results.
Expert Opinions: What Industry Professionals Say
1. Engineers
“We chose Mannacote for a marine project due to its proven corrosion resistance. Ten years in, it’s still performing like new.”
2. Facility Managers
“Traditional coatings chipped and faded within months in our warehouse. After switching to Mannacote, maintenance calls dropped by 80%.”
3. Architects
“Besides performance, Mannacote gives us the sleek, uniform finish our clients love and it’s easier to specify in LEED-certified builds.”
Frequently Asked Questions
1. How long does Mannacote last?
A: Up to 20 years or more with proper application and care.
2. Is it safe for use in food and healthcare environments?
A: Yes. Food-grade and non-toxic variants are available that meet FDA and USDA standards.
3. Can Mannacote be applied over old coatings?
A: In many cases, yes. But proper surface prep is crucial to ensure long-lasting adhesion.
4. What does it cost compared to traditional coatings?
A: While initial costs are slightly higher, Mannacote delivers better value over time due to reduced maintenance and longer durability.
5. Is professional installation necessary?
A: For large-scale or industrial applications, professional installation is recommended to ensure maximum performance.
Conclusion
Choosing the right surface protection can make or break your investment. When you compare Mannacote vs traditional coatings, the difference is clear. Mannacote delivers longer life, better protection, safer surfaces and reduced environmental impact. For industries looking to save money, reduce maintenance and ensure lasting performance, Mannacote is the coating of the future.
Ready to future-proof your infrastructure? Discover how Mannacote can transform your surface protection strategy, contact us today to learn more or request a free consultation.